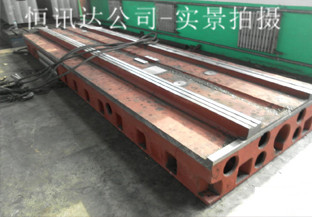
铣床铸件的材质为国标HT200-300,硬度HB170-240,确定机床导轨面密度和硬度,满足淬火需要,使用寿命延长,采用消失模树脂砂实型铸造,造价高。
铣床铸件的铸造工艺流程:
1.铸件毛坯不得有砂眼,气孔,缩松,裂纹等铸造缺陷。
2.铸件需要进行退火处理,俗称二次回火。
3.进行杂物清理,把废砂等杂物清理干净。
4.铸件表面要喷防锈漆(根据客户要求选择)。
5.未注铸造倒角半径R10。